Part I: Mold shrinkage, cure shrinkage, and effective cure shrinkage?
Thermosetting polymers are solidified through a chemical reaction that causes polymer chains to cross-link. The solidification (or curing) process is irreversible; these cross-linked materials cannot be melted again after the solidification. Each cross-linking causes volumetric shrinkage called “cure shrinkage”. The cure shrinkage is an inherent property of thermosetting polymers, which produces cure-induced warpage and residual stresses.
Another critical quantity that affects the magnitude of the cure-induced residual stress is the modulus at the cure temperature. Curing is typically done at a temperature higher than Tg∞ (the glass transition temperature of a fully cured polymer). Unlike lightly-filled thermosetting polymers used in the semiconductor packaging such as die attach, capillary underfill, reworkable underfill, etc., the Young’s modulus of a highly-filled epoxy molding compound (EMC) can be as large as 1.5 GPa at the mold temperature [1,2]. As a result, the residual stress caused by cure shrinkage should not be ignored for advanced packages, which use extreme geometrical configurations, e.g., thin packages used in advanced mobile devices, large over-molded automotive electronic control units, etc.
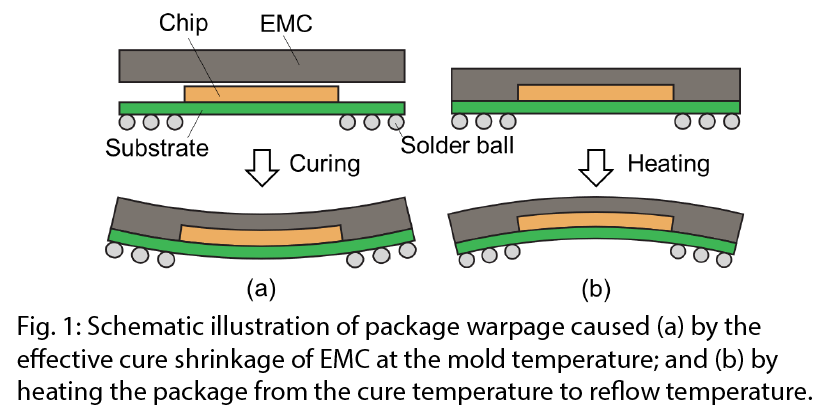
The effect of the cure shrinkage of EMC on the warpage at the transfer mold temperature is illustrated in Fig. 1(a). An EMC encapsulating a chip shrinks at the mold temperature, causing the package to bend upward (È). When the package is heated to the reflow temperature after molding, however, the mismatch of coefficient of thermal expansion (CTE) between the EMC and adjacent materials causes the package to bend downward (Ç), since (1) the peak reflow temperature is higher than the mold temperature, and (2) the CTE of EMC at the peak reflow temperature is higher than those of a chip and a substrate (Fig. 1(b)). Obviously, both quantities are required to accurately predict the warpage at the peak reflow temperature.
Why “effective” cure shrinkage for warpage prediction after molding?
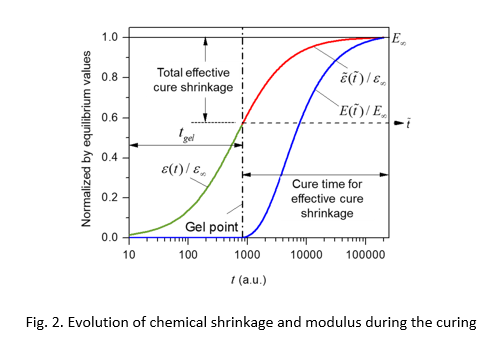 The issue of “cure shrinkage” is not new. Numerous testing methods have been developed for many decades, and some of them are practiced routinely to measure the intrinsic (or total) cure shrinkage. It is important to note, however, that not all of the cure shrinkage contributes to the residual stress simply because the cure shrinkage occurs even before the gel point where polymers start to develop a modulus. This is illustrated in Fig. 2, which shows how the modulus (blue line) evolves after the gel point and how the effective cure shrinkage (black dotted line) is defined.
The issue of “cure shrinkage” is not new. Numerous testing methods have been developed for many decades, and some of them are practiced routinely to measure the intrinsic (or total) cure shrinkage. It is important to note, however, that not all of the cure shrinkage contributes to the residual stress simply because the cure shrinkage occurs even before the gel point where polymers start to develop a modulus. This is illustrated in Fig. 2, which shows how the modulus (blue line) evolves after the gel point and how the effective cure shrinkage (black dotted line) is defined.
In spite of its importance, the effective cure shrinkage of EMC has not been measured quantitatively because of testing complexity associated with a large mechanical pressure to be applied during high temperature curing. Recently, a CALCE research team was able to successfully measure the effective cure shrinkage of EMC accurately, using a robust optical stain sensor, called Fiber Bragg Grating (FBG). The FBG is embedded in a cylindrically-shaped uncured EMC, and deforms together with the EMC while it is cured. The optical signal from the FBG determines the amount of the effective cure shrinkage.
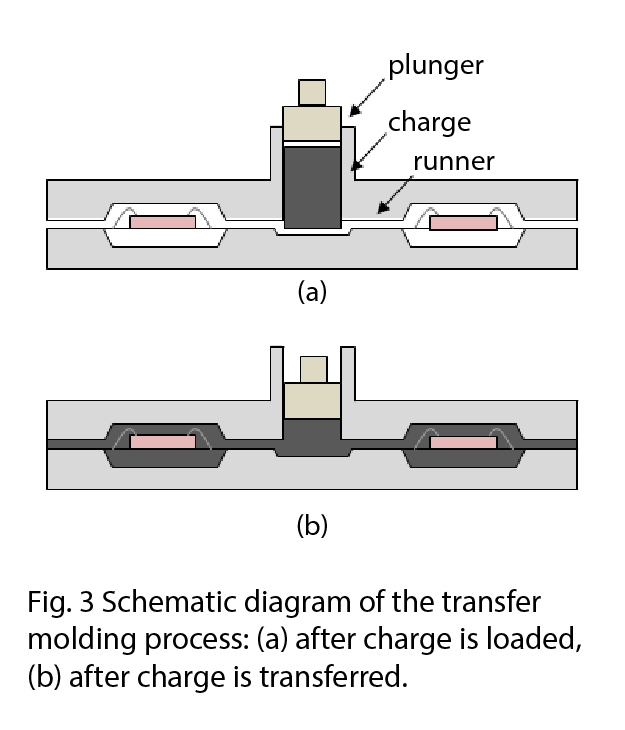
In the transfer molding process, the charge is transferred from the transfer pot to the cavities through channels called “runners” (Fig. 3(a)), which connect the transfer pot to the gates of cavities. As a result, the pressure to fill the cavities is not transferred to the EMC as soon as the EMC reaches its gel point, although the pressure is maintained throughout the molding process (Fig. 3(b)). Accordingly, only the effective cure shrinkage should be used for the cure-induced warpage prediction.
How about “mold shrinkage” or “P-V-T-C testing”?
EMC manufactures often provide a shrinkage quantity called “mold shrinkage”. It is important to recall that the mold shrinkage is measured at room temperature, which should be distinguished from the cure shrinkage measured at the cure temperature. This value should not be used for the cure-induced warpage prediction, obviously because it is affected by the CTE of EMC as well as the metal mold itself. The cure-induced warpage can be significantly over- or underestimated with this value.
The values obtained from dilatometers (e.g., P-V-T-C tester) should not be used for the cure-induced warpage prediction, either. The values consist of the total cure shrinkage and the mechanical deformation of EMC caused by the pressure. The cure-induced warpage will be overestimated significantly with this value.
For more information about warpage prediction, please contact Prof. Bongtae Han.
[1] Y. Sun, H.-S. Lee, and B. Han, "Measurement of elastic properties of epoxy molding compound by single cylindrical configuration with embedded fiber Bragg grating sensor," Experimental mechanics, vol. 57, no. 2, pp. 313-324, 2017.
[2] H. S. Lee, Y. Sun, C. Kim, and B. Han, "Characterization of Linear Viscoelastic Behavior of Epoxy Molding Compound Subjected to Uniaxial Compression and Hydrostatic Pressure," IEEE Transactions on Components, Packaging Manufacturing Technology, vol. 8, no. 8, pp. 1363-1372, 2018.
Top